Các ống hợp kim Titan, một vật liệu không thể thiếu trong các lĩnh vực như hàng không vũ trụ, đóng tàu và ngành công nghiệp hóa chất, đã đạt được sự công nhận rộng rãi và ứng dụng cho khả năng chống ăn mòn tuyệt vời, cường độ cao và mật độ thấp. Tuy nhiên, trong quá trình sử dụng, các ống hợp kim titan có thể bị hỏng hoặc bị hỏng vì nhiều lý do, đòi hỏi các kỹ thuật hàn sửa chữa chuyên dụng. Dưới đây, một nhà sản xuất ống titan chuyên nghiệp sẽ cung cấp một phân tích chi tiết về các bước chính và điểm kỹ thuật cho hàn sửa chữa ống hợp kim titan.
1. Chuẩn bị sơ bộ: Đảm bảo bề mặt hàn sạch và không bị ô nhiễm
Trước khi sửa chữa các ống hợp kim Titan, nhiệm vụ đầu tiên là làm sạch và chuẩn bị bề mặt. Điều này liên quan đến việc loại bỏ dầu, oxit và tạp chất khỏi bề mặt ống, đảm bảo bề mặt hàn sạch và không bị ô nhiễm. Bước này là rất quan trọng, vì ngay cả tạp chất nhỏ nhất cũng có thể ảnh hưởng đến chất lượng mối hàn và thậm chí gây ra sự cố mối hàn. Do đó, điều cần thiết là làm sạch hoàn toàn bề mặt mối hàn bằng cách sử dụng các chất làm sạch chuyên dụng hoặc các công cụ như giấy nhám.
2. Lựa chọn phương pháp hàn: Ưu và nhược điểm của hàn TIG so với hàn laser
Hàn sửa chữa ống hợp kim Titan thường được thực hiện bằng các phương pháp như TIG (hàn hồ quang Argon) hoặc hàn laser. Hàn TIG đã được sử dụng rộng rãi trong hàn sửa chữa ống hợp kim titan do hoạt động linh hoạt, chất lượng hàn cao và vùng bị ảnh hưởng bởi nhiệt tối thiểu. Mặt khác, hàn laser, vượt trội trong việc sửa chữa các ống hợp kim titan thành mỏng do độ chính xác cao, hiệu quả cao và biến dạng thấp. Việc lựa chọn phương pháp hàn đòi hỏi phải xem xét toàn diện các yếu tố như vật liệu của ống hợp kim titan, độ dày, mức độ thiệt hại và yêu cầu hàn.




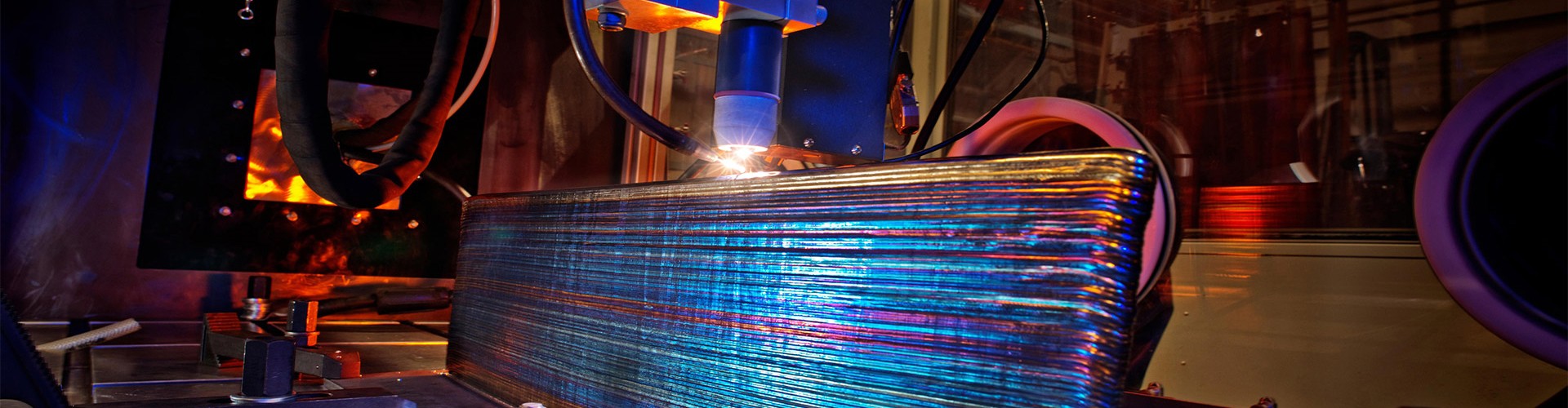
Iii. Sửa chữa Hoạt động hàn: Kiểm soát chi tiết các thông số hàn
Trong quá trình hàn sửa chữa, khu vực hàn phải được kiểm soát cẩn thận dựa trên các điều kiện cụ thể của ống hợp kim titan. Bước này đòi hỏi phải kiểm soát chặt chẽ các thông số như nhiệt độ hàn, khí quyển hàn và tốc độ hàn để đảm bảo chất lượng và sức mạnh hàn. Hợp kim Titan rất nhạy cảm với những thay đổi về nhiệt độ và khí quyển. Nhiệt độ quá mức hoặc bầu không khí không phù hợp có thể gây ra các khiếm khuyết hàn như vết nứt và độ xốp. Do đó, thiết bị hàn chuyên dụng và kỹ thuật hàn lành nghề là rất cần thiết để kiểm soát tỉ mỉ quá trình hàn.
Iv. Điều trị sau chiến tranh: Cải thiện hiệu suất hàn và thẩm mỹ
Sau khi hàn sửa chữa hoàn thành, mối hàn đòi hỏi phải xử lý nhiệt và xử lý bề mặt cần thiết. Điều trị nhiệt giúp loại bỏ ứng suất dư và thay đổi vi cấu trúc gây ra trong quá trình hàn, cải thiện hiệu suất và sự ổn định của khớp hàn. Xử lý bề mặt loại bỏ các oxit và Spatter được tạo ra trong quá trình hàn, cải thiện tính thẩm mỹ và khả năng chống ăn mòn của khớp hàn. Bước này cũng yêu cầu các thiết bị và quy trình chuyên dụng để đảm bảo kết quả điều trị tối ưu.
5. Tư vấn chuyên nghiệp: Đảm bảo hiệu quả và an toàn sửa chữa
Trước khi sửa chữa các ống hợp kim titan hàn, nên tham khảo ý kiến của một kỹ sư hàn có kinh nghiệm hoặc kỹ thuật viên chuyên nghiệp. Họ có thể cung cấp lời khuyên và giải pháp chuyên nghiệp dựa trên các yếu tố như vật liệu ống, thiệt hại và yêu cầu hàn. Họ cũng có thể giám sát và hướng dẫn quá trình hàn để đảm bảo hiệu quả và an toàn sửa chữa tối ưu.
Tóm lại, sửa chữa các ống hợp kim titan hàn là một quá trình phức tạp và tinh tế. Chỉ bằng cách tuân thủ nghiêm ngặt các bước chính và các điểm kỹ thuật được liệt kê ở trên, các ống hợp kim Titan được sửa chữa mới được đảm bảo có sức mạnh cao và khả năng chống ăn mòn, đáp ứng các yêu cầu sử dụng trong các môi trường khắc nghiệt khác nhau.
Công ty tự hào về các dây chuyền sản xuất chế biến titan trong nước, bao gồm:
Dây chuyền sản xuất ống titan chính xác do Đức (năng lực sản xuất hàng năm: 30.000 tấn);
Dòng cuộn giấy titan công nghệ Nhật Bản (mỏng nhất đến 6μm);
Đường dây đùn liên tục Titanium Rod hoàn toàn tự động;
Tấm titan thông minh và nhà máy hoàn thiện dải;
Hệ thống MES cho phép kiểm soát và quản lý kỹ thuật số toàn bộ quy trình sản xuất, đạt được độ chính xác kích thước sản phẩm là ± 0,01μm.




