Hợp kim titan có độ bền cao, mật độ thấp, khả năng chống ăn mòn và đặc tính chịu nhiệt độ cao, và được sử dụng rộng rãi trong các sản phẩm hàng không vũ trụ để sản xuất các bộ phận điều áp, như cánh quạt, quạt titan rèn, đĩa và cánh điều áp, tạp chí điều áp titan đúc, tạp chí trung gian, và vỏ ổ trục. Tuy nhiên, quá nhiều hydro hòa tan trong hợp kim titan sẽ tạo ra hydrua khiến hợp kim trở nên giòn. Clorua trong chất lỏng cắt cũng có thể phân hủy hoặc làm bay hơi khí độc khi sử dụng, tạo ra sự ăn mòn do ứng suất và các bộ phận phải được làm sạch kỹ lưỡng kịp thời bằng chất tẩy rửa không chứa clo sau khi cắt để loại bỏ cặn chứa clo. Ái lực hóa học của titan cũng lớn, dễ tạo ra hiện tượng bám dính với bề mặt ma sát, hợp kim gốc chì hoặc kẽm, đồng, thiếc, cadmium do gia công, vật cố định và tiếp xúc với hợp kim titan tạo ra sẽ thay đổi trạng thái tính chất kim loại bề mặt hợp kim titan. Do đó, các bộ phận hợp kim titan trong quá trình xử lý các bộ phận nên tránh tiếp xúc với các chất gây ô nhiễm, hoặc cần loại bỏ bề mặt bị ô nhiễm.
Hiện nay, với việc sản xuất hàng loạt các bộ phận bằng hợp kim titan, khái niệm sản xuất chống mỏi trong doanh nghiệp hàng không đã dần được áp dụng vào thực tiễn kỹ thuật và yêu cầu về trạng thái bề mặt của các bộ phận ngày càng cao hơn. Kể từ năm 2010, mỗi doanh nghiệp hàng không lần lượt sử dụng các bộ phận hợp kim titan theo phân tích lý thuyết về một số yêu cầu của quy trình sản xuất, nhưng trong quy trình thực tế, các biện pháp kiểm soát hiệu quả được sử dụng ở mức độ không đồng đều, không hoàn hảo và có hệ thống. Đối với các bộ phận hợp kim titan trong quá trình sử dụng các phương pháp chống ô nhiễm được sử dụng trong nghiên cứu là không có hệ thống và toàn diện.
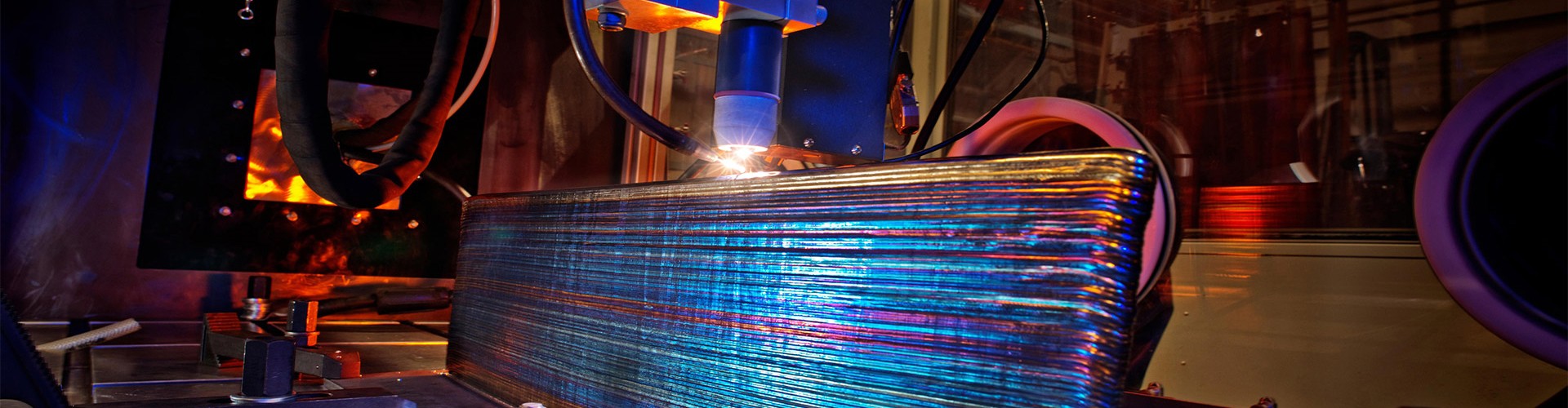
Trong bài báo này, thông qua việc nghiên cứu một cánh quạt hợp kim titan điển hình trong quá trình xử lý quy hoạch quy trình chống ô nhiễm, tập trung làm sạch các nguồn gây ô nhiễm trong quá trình gia công các bộ phận hợp kim titan, thực hiện các biện pháp chống ô nhiễm, xây dựng các biện pháp chống ô nhiễm. công nghệ ô nhiễm của các bộ phận hợp kim titan trong quá trình xử lý các bộ phận hợp kim titan.
Loại bỏ tất cả các gờ trên bề mặt của các bộ phận bằng cách sử dụng dụng cụ nạo, dũa quay, v.v. Xem xét yếu tố vật liệu, tất cả các loại hạt mài mòn như giấy nhám đánh bóng, gạc và đá dầu phải được làm bằng cacbua silic. Độ cứng của bánh xe đánh bóng là mềm vừa phải và kích thước hạt của nó phải nằm trong khoảng từ 240 đến 600.
Có thể sử dụng kết hợp đá dầu và bông đánh bóng, với bề mặt sửa chữa đánh bóng đá dầu, loại bỏ cặn lớn, dùng bông đánh bóng để cải thiện độ nhám bề mặt. Bạn cũng có thể sử dụng vải cát để hoàn thành toàn bộ quá trình đánh bóng. Có thể sử dụng các công cụ chạy bằng gió tùy chọn để chọn kích thước phù hợp của tay cầm đầu mài và đầu mài để có thể đi vào rãnh cánh quạt. Tốc độ của dụng cụ đánh bóng là 1{9}}000 vòng/phút. Đầu tiên, vải cát được quấn quanh dụng cụ, trong đó giấy nhám là giấy cát silicon cacbua có cỡ hạt 150 và 240, dùng để gia công thô và hoàn thiện tương ứng. Sau đó bắt đầu ném lưỡi sửa chữa và người chạy. Nếu sử dụng chổi đánh bóng mài mòn cacbua silic để thực hiện, chổi đánh bóng sẽ quay với tốc độ cao 500 vòng/phút, các bộ phận sẽ quay và di chuyển theo trục tương đối với nhau. Để đảm bảo đa góc, đa vị trí, có thể ném từng cạnh sáo. Thao tác chung 2 phút sau khi kiểm tra tình trạng vát mép, dùng ngón tay chạm vào bề mặt răng, phải được làm tròn, không có cảm giác sắc bén là đủ tiêu chuẩn. Nếu có một cảm giác cạo địa phương để ném một lần nữa. Quá trình mài mòn theo yêu cầu để cải thiện chất lượng bề mặt, độ sáng của tất cả bề mặt được tăng cường hơn nữa. Hiện nay, chất mài mòn cacbua silic điển hình, sau khi xử lý dòng mài mòn, biên độ loại bỏ bề mặt không quá 0,005mm.
Khử từ
Trong quá trình xử lý trực tiếp hoặc gián tiếp tạo ra từ hóa các bộ phận, do đó, trong lần làm sạch cuối cùng trước khi tất cả các bộ phận phải được khử từ, việc xử lý khử từ tất cả các bộ phận ít nhất phải đạt được cường độ từ trường không quá 3 gauss (ngoại trừ chức năng yêu cầu của các bộ phận là từ tính). Khi các bộ phận riêng lẻ cần được từ hóa thì chúng phải được xử lý riêng lẻ để đáp ứng yêu cầu. Các bộ phận phải được bảo vệ bằng cách duy trì các đặc tính từ tính quy định trong quá trình xử lý.
Vệ sinh chung
Các bộ phận bằng titan không được tiếp xúc với dung môi metanol hoặc dung môi clo hóa (ví dụ trichloroethylene, trichloroethane). Loại bỏ dầu mỡ bằng cách lau bề mặt của bộ phận bằng gạc sạch được làm ẩm bằng axeton, butanone hoặc isopropyl axeton. Điều kiện màng nước không bị gián đoạn: Điều kiện này được định nghĩa là tình trạng trong đó một màng nước liên tục hình thành trên bề mặt của một bộ phận sau khi nó được ngâm nước và trong đó không có giọt nước nhỏ nào hình thành trên bề mặt của bộ phận đó trong ít nhất 10s.
Rửa áp lực
Các bộ phận có rãnh sâu phải được xả bằng áp suất và dung dịch phải được lọc qua bộ lọc 5μ trước khi xả. Các bộ phận như vậy bao gồm ống dẫn, ống góp nhiên liệu, nắp van và hệ thống đường ống bên trong được đúc.
(1) Các bộ phận phải được tẩy dầu mỡ trước quá trình xả nước.
(2) Không nên xả các hợp kim dễ bị ăn mòn dưới áp lực bằng nước.
(3) Tạo áp lực cho mỗi đường ống bên trong trong tối thiểu 30 giây và trên thực tế, đảo ngược quy trình xả trong tối thiểu 30 giây.
(4) Rung động cơ học trong quá trình súc rửa rất hữu ích trong việc làm sạch các bộ phận có khoang bên trong và hệ thống đường ống.
Rửa các bộ phận bằng nước khử ion
Kiểm tra xem dung dịch axit có được loại bỏ khỏi các bộ phận bị ướt hay không bằng cách đặt giấy quỳ xanh lên khu vực có thể còn sót lại axit. Nếu giấy chuyển sang màu đỏ thì có nghĩa là còn dư axit và bộ phận đó cần được rửa lại. Nếu giấy không bị biến màu thì coi như axit đã được loại bỏ.



